简介:ABB弧焊机器人搭配龙门架构成的自动化焊接系统,凭借大作业跨度与高精度运动控制优势,广泛应用于压力容器、船舶构件等大型结构焊接场景。保护气作为气保焊的核心保障要素,其供给稳定性直接决定焊缝的抗气孔性能与力学强度……
ABB弧焊机器人搭配龙门架构成的自动化焊接系统,凭借大作业跨度与高精度运动控制优势,广泛应用于压力容器、船舶构件等大型结构焊接场景。保护气作为气保焊的核心保障要素,其供给稳定性直接决定焊缝的抗气孔性能与力学强度,而龙门架焊接的长焊缝、多工位切换特性,使传统恒流量供气模式的弊端尤为突出。现场运行数据显示,保护气无效消耗占比接近三成,其中长焊缝焊接的流量过剩、工位切换时的空放浪费是主要诱因。
WGFACS节气装置与ABB弧焊机器人龙门架系统的协同应用,并非简单的流量缩减,而是基于龙门架焊接工况的动态适配,实现保护气节约40%-60%的精准供给。
ABB弧焊机器人龙门架焊接的保护气浪费场景,与设备运动特性及焊接工艺紧密相关。龙门架带动机器人执行长直焊缝焊接时,为避免起弧端与收弧端氧化,技术人员通常按最大焊缝宽度设定固定流量,而焊缝中段熔池稳定后仍维持高流量,过量气流不仅造成浪费,还可能因气流扰动导致焊缝波纹不均。多工位切换过程中,龙门架带动焊枪移动至下一焊接位置的非焊接时段,占总作业时长的一定比例,此阶段保护气持续排放形成无效消耗。针对厚板多层多道焊工艺,传统模式下各层焊接采用统一流量,底层焊接的小电流工况与表层盖面的大电流工况流量适配失衡,进一步加剧保护气浪费。
WGFACS节气装置针对ABB龙门架焊接特性的核心优化,在于构建基于“焊接特性+实时响应”的双控机制。装置通过选型接入
ABB机器人控制系统,可提前读取焊接程序中的关键参数,包括焊缝长度、板厚、焊接层数等信息,在龙门架带动焊枪移动至焊接起始点前,完成保护气流量的预调节。长焊缝焊接时,装置根据机器人焊接速度与熔池温度反馈,动态调整流量——起弧初期流量提升至峰值形成强化保护,焊缝中段熔池稳定后逐步降至适配值,收弧阶段再次短暂提升流量,确保弧坑填充质量。这一调节模式既避免了全程高流量造成的浪费,又保障了焊缝关键区域的保护效果。
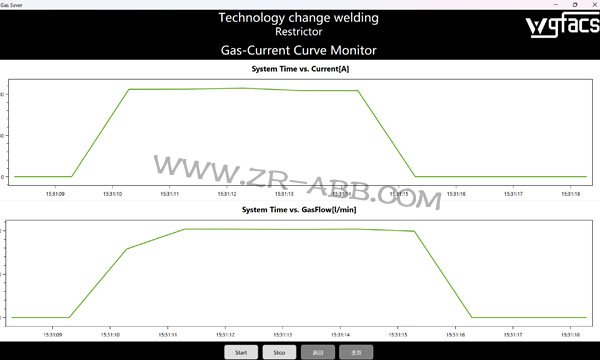
针对ABB龙门架焊接的多工位切换与多层多道焊场景,WGFACS装置设计了专属适配策略。多工位切换时,装置通过龙门架的位置信号与机器人的电流信号联动,当检测到焊枪脱离焊缝且电流归零后,立即将保护气流量降至维持焊枪喷嘴正压的最低水平,避免空气侵入喷嘴;当焊枪抵达下一工位并触发起弧信号时,0.5秒内即可将流量提升至设定值。多层多道焊作业中,装置可存储不同焊接层数的流量参数,底层焊接采用小电流适配低流量,中层填充与表层盖面根据电流增大同步提升流量,参数切换通过机器人程序自动触发,无需人工干预。
为验证适配效果,在压力容器生产车间的ABB龙门架焊接系统中进行了为期一段时间的应用测试。测试结果显示,保护气日均消耗量较传统模式显著降低,省气效果达到较高水平。运维效率层面,装置应用后技术人员手动调节流量计的频次大幅减少,仅需定期对装置的过滤模块进行清洁维护。龙门架多工位切换时的保护气空放浪费大幅减少,单套系统月度保护气成本节约效益可观。
WGFACS节气装置在ABB龙门架焊接系统的应用价值,核心在于实现了保护气供给与焊接工况的深度耦合。其优势并非依赖复杂的硬件升级,而是通过对ABB机器人控制逻辑与龙门架运动特性的精准把握,将保护气流量调节融入焊接全流程。这种基于场景需求的定制化适配方案,既保障了大型结构焊接的质量稳定性,又实现了保护气消耗的精细化管控,为大型自动化焊接系统的节能优化提供了可行路径。
文章来源,
工业机器人维修官网:www.zr-abb.com


 首页 > 销售中心 > 节气装置 >
首页 > 销售中心 > 节气装置 >