简介:ABB弧焊机器人凭借稳定的电弧闭环控制、高精度焊缝跟踪能力,广泛应用于汽车零部件、钣金结构件、通用机械五金等大批量自动化弧焊生产线。……
ABB弧焊机器人凭借稳定的电弧闭环控制、高精度焊缝跟踪能力,广泛应用于汽车零部件、钣金结构件、通用机械五金等大批量自动化弧焊生产线。机器人内置成熟的电弧自适应系统,可根据板材厚度、焊缝走向、焊枪行走速度自主调节焊接电流与电压,适配多变的现场焊接工况。保护气体是弧焊生产不可或缺的辅材,依靠稳定气幕隔绝空气中的氧气与氮气,避免熔池出现氧化、气孔等缺陷,保障焊缝力学性能与外观成型质量。当下多数搭载
ABB机器人的弧焊产线,依旧沿用统一调压的集中供气模式,整条气路流量保持恒定输出,无法跟上机器人实时变化的焊接参数,气体浪费问题长期存在,也会间接影响焊接工艺稳定性,WGFACS焊接
节气装置可适配ABB弧焊机器人,针对性解决这类供气与工艺不匹配的实际问题,实现40%-60%的节气效果。
自动化弧焊产线大多搭建集中供气系统,统一为多台机器人输送保护气体,这类供气方式便于整体管路管理,但是单台机器人个性化供气调节能力不足。现场运维人员会按照车间最大焊接工况统一设定供气流量,兼顾厚板大电流焊接的防护需求,薄板焊接、焊缝转角、短段焊点焊接等小电流工况,始终沿用相同气量。机器人自身可以实现焊接参数的智能调节,供气系统却始终处于被动恒定输出状态,供需匹配度不足成为弧焊产线普遍存在的运行短板。
恒定供气模式带来的问题分为耗材损耗与工艺波动两个层面,很多车间只关注气体成本上涨,忽略气流不匹配对焊接品质的持续影响。焊接电流偏大、熔池范围拓宽时,固定气量可以勉强满足防护需求,但是无法做到气量精准贴合,多余气体直接向外溢出。焊接电流缩小、熔池体积变小时,过量保护气持续冲刷熔池表面,打乱熔滴过渡节奏,焊道表面纹路变得杂乱,焊接飞溅数量也会小幅增加。操作人员无法随时根据每条焊缝调整阀门开度,固定气量只能适配单一工况,其余工况始终存在供气过剩或供气不足的情况。
除了焊接过程中的气量浪费,机器人非焊接运动时段的空耗气体,同样占据整体耗气量较大比例。ABB机器人在焊接间隙会自动完成焊缝寻位、焊枪姿态校正、工位切换移动等动作,这段时间电弧停止燃烧,高温熔池逐步冷却成型,不再需要保护气体持续覆盖。常规供气系统不会识别电弧工作状态,只要机器人处于开机状态,气路就会持续输出同等流量气体,单日累积的空载耗气量十分可观,日积月累持续增加车间生产开支。
WGFACS
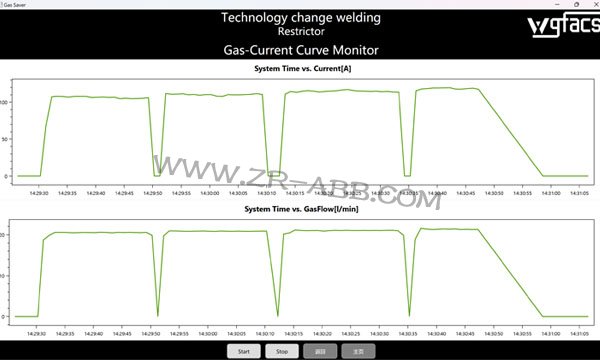
焊接节气装置专门适配ABB机器人原生弧焊控制系统开发,无需破解机器人主控程序,无需改动焊机出厂电弧匹配参数,也不会干扰机器人焊缝跟踪、电弧自适应调节等核心功能运行。装置以实时焊接电流为调控依据,全程独立采集机器人运行电流信号,自主完成气路流量平滑调节,全程无需人工干预阀门调节工作,实现保护气体按需供给,贴合机器人真实施焊工况做到电流大则多,电流小则少,让每一段焊接行程的供气量都贴合实时熔池防护需求。
机器人进行厚板对接焊,焊接电流处于高位,熔池纵深更大WGFACS焊接节气装置自动提升供气流量,形成密闭完整的层流气幕,全方位包裹高温熔池,阻挡空气侵入焊接区域,规避焊缝内部气孔缺陷。常规板材平直焊缝焊接,电流保持中位稳定输出,装置维持适中供气压力,平衡防护效果与气体消耗。薄板搭接焊以及焊缝拐角位置,电流同步降低,装置随之减小出气流量,弱化气流对狭小熔池的冲击,维持焊道成型均匀度。
装置深度适配ABB机器人原厂起弧、收弧时序逻辑,优化首尾两端无用供气时长。起弧阶段仅保留合理的前置送气时长,快速排空焊枪喷嘴与管路内部残留空气,消除起弧端氧化缺陷,缩减行业普遍过长的预送气时间。收弧阶段跟随焊接电流缓慢回落逐步降低供气流量,匹配弧焊熔池自然冷却速度,等待熔池完全凝固后再切断供气,既避免收弧位置出现氧化黑点,也减少收尾阶段不必要的气体排放。
设备安装适配自动化产线连续生产节奏,无需长时间停机改造,不会影响车间整体生产计划。施工过程无需拆解焊枪、送丝机、导电嘴等焊接配件,无需改动原有集中供气主管路布局,仅在单台机器人分支气路串联节气装置,完成简易信号对接即可完成调试。整个安装调试流程可利用车间日常设备保养空档完成,一线操作人员无需更改原有示教程序与日常操作习惯。
多条ABB弧焊量产工位实际运行反馈显示,加装WGFACS焊接节气装置后,工位月度保护气体消耗量实现稳步下降,高频起熄弧、多规格板材混焊的工位节气效果更为突出。焊缝气孔、表面氧化、气流扰动焊道等常见弧焊缺陷得到有效控制,电弧运行更加平稳,工件一次焊接合格率保持稳定,后道打磨清理工序工作量有所减少。整套供气优化全程保留机器人原有焊接工艺参数,焊接速度、电弧稳定性、焊缝力学性能均不会发生改变。
装置后期运维难度较低,内部无高频损耗易损零部件,不需要专业电控人员定期进入系统校准参数。日常车间点检工作中,只需清理气路接口附着的焊尘杂质,检查气管密封完好性,及时排查管路漏气隐患,即可保障设备长期稳定运行。装置全自动运行的模式,不会额外增加现场运维人员的日常工作负担,契合自动化焊线少人值守的生产模式。
ABB机器人依靠智能电弧调节实现高品质自动化焊接,传统固定供气模式无法跟上机器人动态焊接工况的变化节奏。WGFACS焊接节气装置依托电流联动自适应供气逻辑,贴合ABB弧焊机器人控制特性与自动化焊接生产特点,补齐集中固定供气模式的固有短板,让气体供给节奏完全同步机器人焊接运行状态,助力弧焊制造产线在守住焊接品质标准的前提下,稳步降低保护气体耗材支出。
文章来源,
工业机器人维修官网:www.zr-abb.com


 首页 > 销售中心 > 节气装置 >
首页 > 销售中心 > 节气装置 >